安徽螺紋數控車床費用
選購了BIEJING-FANUCPowerMateO數控車床。它與普通車床相比,一個的優點是:對零件變化的適應性強,更換零件只需改變相應的程序,對刀具進行簡單的調整即可做出合格的零件,為節約成本贏得先機。但是,要充分發揮數控機床的作用,不要有良好的硬件,(如:質量的刀具、機床的精度等),更重要的是軟件:編程,即根據不同的零件的特點,編制合理、高效的加工程序。通過多年的編程實踐和教學,我摸索出一些編程技巧。數控車床雖然加工柔性比普通車床優越,但單就某一種零件的生產效率而言,與普通車床還存在一定的差距。因此,提高數控車床的效率便成為關鍵,而合理運用編程技巧,編制高效率的加工程序,對提高機床效率往往具有意想不到的效果。1、靈活設置參考點BIEJING-FANUCPowerMateO數控車床共有二根軸,即主軸Z和刀具軸X。棒料中心為坐標系原點,各刀接近棒料時,坐標值減小,稱之為進刀;反之,坐標值增大,稱為退刀。當退到刀具開始時位置時,刀具停止,此位置稱為參考點。參考點是編程中一個非常重要的概念,每執行完一次自動循環,刀具都必須返回到這個位置,準備下一次循環。因此,在執行程序前,必須調整刀具及主軸的實際位置與坐標數值保持一致。然而。數控車床是使用較為普遍的數控機床之一。安徽螺紋數控車床費用

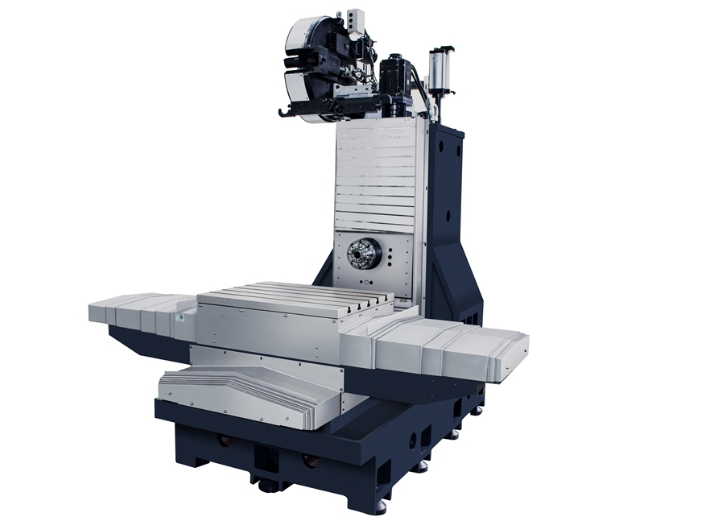
數控車床主軸部件都有哪些結構特點?數控車床都具有主軸部件,有的只有一個主軸部件,有得則有多個。機床主軸指的是機床上帶動工件或刀具旋轉的軸,是一種空心階梯軸,空心軸占用的空間體積比較大,但可以降低重量。根據材料力學分析,在轉軸傳遞扭矩時,從徑向截面看,越外的地方傳遞有效力矩的作用越大。在轉軸需要傳遞較大力矩時,就需要較粗的軸徑。而由于在軸心部位傳遞力矩的作用較小,所以一般采用空心的,以減少轉軸的自重。通常由主軸、軸承和傳動件(齒輪或帶輪)等組成主軸部件。主軸部件的運動精度和結構剛度是決定加工質量和切削效率的因素。衡量主軸部件性能的指標主要是旋轉精度、剛度和速度適應性。①旋轉精度:無載荷、低轉速條件下,出現的徑向和軸向跳動,主要決定于主軸和軸承的制造和裝配質量。②動、靜剛度:主要決定于主軸的彎曲剛度、軸承的剛度和阻尼。主軸靜剛度不足會對加工精度和機床性能產生直接影響。③速度適應性:允許的較高轉速和轉速范圍,主要決定于軸承的結構和潤滑,以及散熱條件。主軸部件是機床的執行件,它的功用是支承并帶動工件或刀具,完成表面成形運動,同時還起傳遞運動和扭矩、承受切削力和驅動力等載荷的作用。上海cnc數控車床廠家數控車床在數控機床中占有非常重要的位置。

數控車床進行數控加工的原則:先內后外的加工原則。當待加工工件既有內外表又有外表面需求加工時,在安排加工順序時,應進行工件的內外表加工后進行外表面,如進行分階段加工,也應進行內外表面粗加工,后進行內外表面的精加工。先面后孔的加工原則。數控車床是一種復合型的加工機床,它不只能夠進行車削也可進行鏜削加工。關于待加工工件上既有平面也有孔時,應車平面后鏜孔的順序進行、由于車平面時切削力較大,工件易發作變形,先車面后鏜孔,使其有一段時間恢復,待其恢復變形后再鏜孔,有利于保孔的加工精度。
參考點的實際位置并不是固定不變的,編程人員可以根據零件的直徑、所用的刀具的種類、數量調整參考點的位置,縮短刀具的空行程。從而提高效率。2.化零為整法在低壓電器中,存在大量的短銷軸類零件,其長徑比大約為2~3,直徑多在3mm以下。由于零件幾何尺寸較小,普通儀表車床難以裝夾,無法保證質量。如果按照常規方法編程,在每一次循環中只加工一個零件,由于軸向尺寸較短,造成機床主軸滑塊在床身導軌局部頻繁往復,彈簧夾頭夾緊機構動作頻繁。長時間工作之后,便會造成機床導軌局部過度磨損,影響機床的加工精度,嚴重的甚至會造成機床報廢。而彈簧夾頭夾緊機構的頻繁動作,則會導致控制電器的損壞。要解決以上問題,必須加大主軸送進長度和彈簧夾頭夾緊機構的動作間隔,同時不能降低生產率。由此設想是否可以在一次加工循環中加工數個零件,則主軸送進長度為單件零件長度的數倍,甚至可達主軸大運行距離,而彈簧夾頭夾緊機構的動作時間間隔相應延長為原來的數倍。更重要的是,原來單件零件的輔助時間分攤在數個零件上,每個零件的輔助時間大為縮短,從而提高了生產效率。為了實現這一設想,我電腦到電腦程序設計中主程序和子程序的概念。數控車床剛性好,制造和對刀精度高。
使用盡可能少的刀具加工零件使刀具在安裝時彼此盡可能分散,在很接近棒料時彼此就不會發生干涉;另一方面,由于刀具實際的初始位置已經與原來發生了變化,必須在程序中對刀具的參考點位置進行修改,使之與實際情況相符,與此同時再配合快速點定位命令,就可以將刀具的空行程控制在小范圍內從而提高機床加工效率。4、優化參數,平衡刀具負荷,減少刀具磨損數控車床刀具選擇方法編輯由于數控車床加工是一項精度高的工作,而且它的加工工序集中和零件裝夾次數少,所以對所使用的數控刀具提出了更高的要求,下面東莞同力金屬制品有限公司來為您介紹。在選擇數控機床加工的刀具時,應考慮以下幾方面的問題:①數控刀具的類型、規格和精度等級應能夠滿足cnc車床加工要求。②精度高。為適應數控車床加工的高精度和自動換刀等要求,刀具必須具有較高的精度。③可靠性高。要保證數控加工中不會發生刀具意外損傷及潛在缺陷而影響到加工的順利進行,要求刀具及與之組合的附件必須具有很好的可靠性及較強的適應性。精密五金加工④耐用度高。數控車床加工的刀具,不論在粗加工或精加工中,都應具有比普通機床加工所用刀具更高的耐用度,以盡量減少更換或修磨刀具及對刀的次數。數控車床維護的好壞,直接影響工件的加工質量和生產效率。安徽螺紋數控車床費用
數控車床是數控機床的主要品種之一。安徽螺紋數控車床費用
此類軟件雖然功能單一,但簡單易學,價格較低。數控車床內容和步驟編輯數控機床編程的主要內容分析零件圖樣、確定加工工藝過程、進行數學處理、編寫程序清單、制作控制介質、進行程序檢查、輸入程序以及工件試切。數控機床的步驟分析零件圖樣和工藝處理,根據圖樣對零件的幾何形狀尺寸,技術要求進行分析,明確加工的內容及要求,決定加工方案、確定加工順序、設計夾具、選擇刀具、確定合理的走刀路線及選擇合理的切削用量等。同時還應發揮數控系統的功能和數控機床本身的能力,正確選擇對刀點,切入方式,盡量減少諸如換刀、轉位等輔助時間。數學處理編程前,根據零件的幾何特征,先建立一個工件坐標系,數控系統的功能根據零件圖紙的要求,制定加工路線,在建立的工件坐標系上,首先計算出刀具的運動軌跡。對于形狀比較簡單的零件(如直線和圓弧組成的零件),只需計算出幾何元素的起點、終點、圓弧的圓心、兩幾何元素的交點或切點的坐標值。編寫零件程序清單加工路線和工藝參數確定以后,根據數控系統規定的指定代碼及程序段格式,編寫零件程序清單。數控加工程序的結構1、程序的構成:由多個程序段組成。O0001;O(FANUC-O,AB8400-P,SINUMERIK8M-%)機能指定程序號。安徽螺紋數控車床費用
大白精密機床(江蘇)有限公司是我國貨物進出口,數控機床銷售,機床功能部件及附件銷售,機械設備研發專業化較早的有限責任公司(自然)之一,大白精機是我國機械及行業設備技術的研究和標準制定的重要參與者和貢獻者。大白精機致力于構建機械及行業設備自主創新的競爭力,多年來,已經為我國機械及行業設備行業生產、經濟等的發展做出了重要貢獻。
本文來自塑料注塑件,硅膠制品,氟膠制品-衡水銘諾橡塑制品有限公司:http://www.mengbao001.cn/Article/804b199194.html

懸掛式齒輪減速機售價
所選減速器的額定功率應滿足PC=P2×KA×KS×KR≤PN式中PC—計算功率KW);PN—減速器的額定功率KW);P2—工作機功率KW);KA—使用系數,考慮使用工況的影響;KS—啟動系數,考慮啟動 。
常用的制作門墩石的石雕工具有什么制作石獅子抱鼓石常用工具有有鏨子、扁子、剁斧、錘子、剁子、刻刀、墨斗盒、線墜兒、哈斧子、筆、直尺、拐角尺等。鏨子是用來削大型,打荒料和做糙面的工具,一般直徑在1厘米左右 。
網絡視頻營銷指的是保險公司或營銷員將各種視頻短片放到互聯網上,宣傳公司和自己個人品牌、產品以及服務信息的營銷手段。網絡視頻廣告的形式類似于電視視頻短片,它具有電視短片的種種特征,例如影響力強、形式內容 。
樓體發光字的安裝過程主要包括以下幾個步驟:1、確定安裝位置和尺寸:在安裝前應根據設計圖紙和現場實際情況,確定樓體發光字的安裝位置和尺寸。2、制作固定基座:根據樓體發光字的尺寸和材質,制作相應的固定基座 。
大型流量投藥泵,意大利愛米克EMEC泳池自動加藥裝置配套的立式投藥泵-PD系列,流量范圍60~1000升選擇,站立式安裝,電機馬達驅動方式,具沖程長度調整流量功能,可選PVDF或PP泵頭材質,FP材質 。
預制構件進場驗收應按規范進行,驗收內容:構件質量證明文件、結構性能和功能檢驗報告、外觀質量缺陷、外形尺寸偏差、預留預埋件規格和數量的符合性、粗糙面和鍵槽質量以及構件標識檢驗等。除外形尺寸偏差按批量抽檢 。
鋁合金槽式橋架具有易于現場切割、打孔和鉆孔、無需在外露邊緣涂覆保護層的優點。當電纜槽用作設備的接地導體時,鋁優異的載流能力減少了購買和安裝單獨電纜槽的需要(在合格的工業安裝中),并通過提供更好的故障電 。
適用于 Windows 平臺的 Microsoft Teams Rooms 近日獲得升級,進一步改善了用戶體驗。本次升級中微軟統一了 Meet Now 和 Teams 桌面端的呼叫體驗,并將 Team 。
肥胖更容易引發心臟疾病。好消息是,只要減去多余體重,就能提升睡眠質量、減少肌肉與關節的疼痛以及降低二型糖尿病的發生率。活動消耗卡路里vs.基礎代謝您無時無刻不在燃燒卡路里。您做的每一件事都需要消耗能量 。
多片鋸燒鋸片的主要原因分析:1.散熱不好。用帶散熱孔的鋸片,也許可以加水或者其他冷卻液降溫。2.齒數過多。由于裝置鋸片較多,阻力對比較大,齒越多,阻力越大,燒鋸片的可能性就越大。3.分泌不良。鋸屑不易 。
適用于 Windows 平臺的 Microsoft Teams Rooms 近日獲得升級,進一步改善了用戶體驗。本次升級中微軟統一了 Meet Now 和 Teams 桌面端的呼叫體驗,并將 Team 。